【メタルインジェクション】(MIM 射出成形粉末冶金)
メタルインジェクション(MIM)は射出成形でつくる粉末冶金法で、複雑、高精度品に向いてます。
MIMは複合加工技術から生まれた射出成形品です。
メタルインジェクション(MIM)の位置づけ
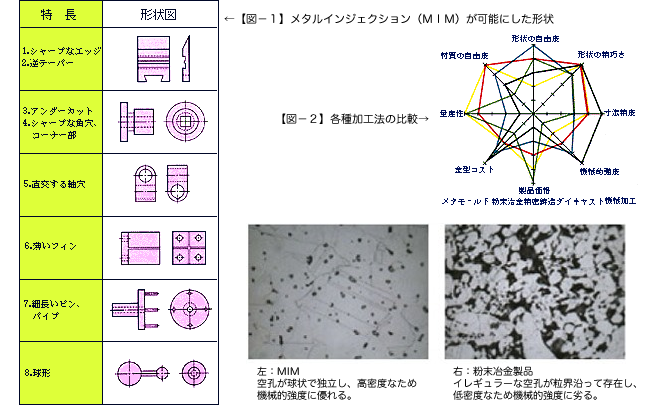
複雑な形状の金属部品を製造する技術としては、機械加工、精密鋳造、ダイキャストがあり、後加工を前提とした従来の粉末治金があります。機械加工は、NCやMCが発達しているものの量産性とコストに問題があり、精密鋳造は、切削加工ができないような複雑な形はつくれるが、小さくて精密なものは高価であり、量産性に問題があります。また、ダイキャストは材質的に、Al,Znなどの低融点合金に限られ、強度や耐熱性に難点があります。このような加工法による一長一短をわかりやすくしたものが図2です。この図から、メタルインジェクションは小型で複雑な部品で、精度や強度が要求される分野に力を発揮する製品といえます。
主な特長
1.三次元のデザインを可能にしました。
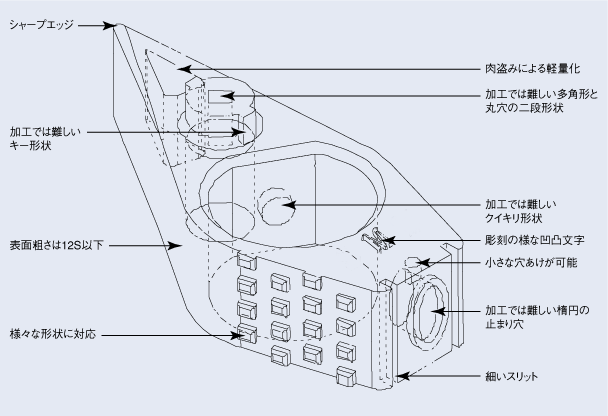
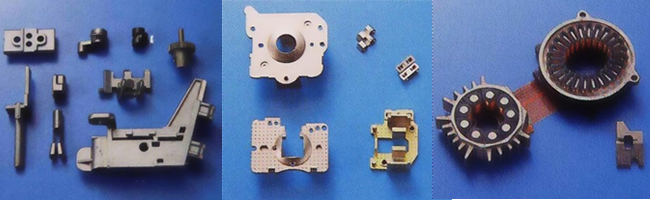
メタルインジェクション(MIM)は、プラスチックの射出成形品やダイキャスト品と同じように複雑な形状の金属成形部品ができ、量産することができます。
図1のような形状は、従来の粉末治金技術ではできなかったもので、メタルインジェクション(MIM)の大きな特長になっています。
2. 96%の高密度化に成功しました。
従来の粉末治金では83~85%の密度でしたが、メタルインジェクション(MIM)は87~96%の高密度に仕上がるため、機械的特性が大幅に向上しました。なかでも、伸びに対する性質は、従来5%もなかったものが、表1のように15%以上の高い性能を得ることができます。
3. 寸法精度は±0.5%以下です。
バインダーによって金属粉を金型キャビティに流し込む成形法のため、内部応力や粉末充てん密度が均一で、収縮も等方的です。そのため、形のゆがみがなく、高精度の寸法が得られます。
また、バリの発生が少ないのもメタルインジェクション(MIM)の特徴で、高精度維持に役立っています。
4. 成形材料は多種類を用意しています。
高融点材をはじめ、難加工材、複合材など数多くの金属材料で部品成形ができます。
5. 経済的な粉末治金部品です。
メタルインジェクション(MIM)の生産性は射出成形のプラスチックに劣らない能力がありますので、特に小物部品で大量生産には大きなコスト低減が図れます。
メタルインジェクション(MIM)の機械的特性
| 材料名 | 材質 | 引張強度(MPa) | 伸び(%) | 硬度 他 |
|---|---|---|---|---|
| 構造用材料 | Fe-Ni-C | 1000-1800 | 2〜10 | HRC30-50 |
| Fe-Cr-C | 1000-1800 | 1〜7 | HRC30-60 | |
| SNCM | 1120 | 3 | 表面硬さHv 650~700 | |
| ステンレス鋼 | SUS316L | 530 | 40 | - |
| SUS630 | 1300 | 10 | 時効処理後HRC42 | |
| SUS410L | 380 | 45 | - | |
| SUS444 | 450 | 35 | - | |
| SUSXM27 | 570 | 25 | - | |
| SUS420J | 1000 | 8 | HRC ≧40 | |
| SUS440C | - | - | HRC ≧50 | |
| チタン | 純 Ti Pure Ti | 555 | 15 | Hv 150-240 |
| Ti合金 Ti alloy | 780 | 5 | Hv 260 | |
| その他 | コバール | 540 | 30 | - |
| 超硬合金 | - | - | Hv 1600-1800 | |
| ヘビーアロイ | - | - | 比重 18 |
メタルインジェクション(MIM)の材料特性と用途
| 材料名 | 材質 | 特性 | 用途 |
|---|---|---|---|
| 低合金鋼 | Fe-Ni-C | 高強度、高靭性 | 自動車・ミシン・銃 |
| Fe-Cr-C | 高強度、耐摩擦 | 電動工具、油圧機械、楽器 | |
| SNCM, SCM | 耐衝撃 | 鍵、自動車 | |
| ステンレス鋼 | SUS316L | 耐(孔)食 | 釣具、OA機器、時計 |
| SUS630 | 高強度、耐食 | OA機器、医療部品 | |
| SUS410L | 電磁気特性 | 電磁部品、バルブ | |
| SUS444 | 電磁気特性 | 電磁部品、バルブ | |
| SUS440 | 高耐食 | 時計、医療部品 | |
| SUS262 | 耐アレルギー、高強度 | 時計、理容 | |
| SUS420J | 高強度、耐食 | 空圧機械 | |
| SUS440C | 高強度、耐食 | 紡績機、刃物 | |
| チタン | 純 Ti-Ti合金 Pure Ti, Ti alloy |
耐食、軽量 | 時計、理容 |
| その他 | スーパーアンバー | 低熱膨張 | AV機器 |
| コバール | ガラスに近い熱膨張 | 計測器 | |
| 超硬合金 | 高硬度、高耐食 | 鍵、時計 | |
| ヘビーアロイ | 高比重 | 分銅 |
メタルインジェクション(MIM)の設計のポイント
| 呼び寸法 (mm) | 一般公差(±mm) | 特別公差(±mm) | |
| 寸法公差 | ≦10 | 0.10 | 0.03 |
| 10<L≦20 | 0.15 | 0.10 | |
| 20<L≦30 | 0.20 | 0.15 | |
| 30<L≦50 | 0.30 | 0.20 | |
| 50<L | 0.5% | 0.4% | |
| 角度 | - | 一般公差(±') | 特別公差(±') |
| - | 0.5' | 0.3' | |
| 表面粗さ | 9-2 | <12S | 9-4 |
| インジェクターマーク | - | 0.05~0.1mm | - |
| パーティングライン | - | 0.05~0.1mm | - |
※材料、形状により変わります。