シャットオフノズルの適用及び新方式の提案
- プランジャ―式・BHP型シャットオフノズルについて -
1:はじめに
射出成形機においては、発明当初から現代に至るまでオープンノズルを用いるのが一般的である。溶かした樹脂を金型に射出し、冷却され固化した段階で金型から抜型し、製品として出荷される。本来であれば単に金型内に樹脂を射出できれば良いので、機械と金型のインターフェースに過ぎない。
しかしながら、過去と比較し現代では多種多様な樹脂が開発され、又薄肉精密形状など極限まで難易度が高まりつつある。加えてコスト低減の観点から、稼働率向上(サイクルタイム短縮)も求められ、従来の技術だけでは対応しきれない状況となってきたのは否めない。これらは、ノズルから金型への熱の移動を管理できていなければならない。
成形上の重大な問題として、コールドスラッグによる金型のゲート詰まりがある。これは主にノズルが金型に接している際にノズル先端部から熱量が奪われ、その部分での樹脂の高粘度化もしくは固化することにより発生する。通常金型内にスラグキャッチを設けているが完全では無く、成形時に計量完了後のノズル後退によるシフトモードを選択し、熱の遷移を最小限になるよう考慮している。今回提案するシャットオフノズルを採用することで、計量時であってもノズル後退が可能となる。これにより、ノズル温度制御安定化の実現と、可塑化可能時間の拡大によるトータル的な生産性の向上がはかることが実現できる。
2:ニードル式シャットオフノズル
こうしたニーズに対応するため、ノズル内にニードル弁を設けたシャットオフノズルは早い段階から開発されて来た。これにより計量時に樹脂が漏れ出てしまうことは無くなるので、保圧が不要になった段階でユニットを速やかに後退させられる。結果、ノズルの熱が金型に移ることは最小限に抑えられ、大きなメリットを享受することが出来るようになった。
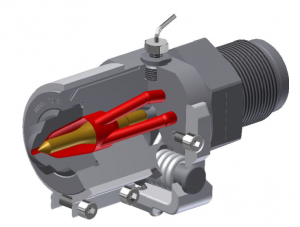
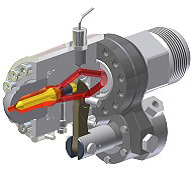
その駆動方式も様々なものがあげられる。もっともシンプルなものとしては、図1に示すようなスプリング駆動のものがある。射出時にその圧力によって開き、射出終了時にスプリングによって閉じられる。これは構造が簡単で低価格であるが、スプリング部に樹脂が溜まり分解清掃が必要となる。(スプリングを外部構造としたTSNを平成27年5月に発表)また、基本的なメリットは享受できるが、開け閉めがスプリングの弾性に依存するため、微妙な開閉の制御が出来なかったり、また大きな背圧がかけられないなど、いくつかの欠点がある。
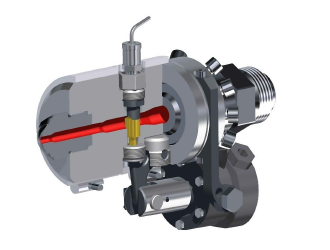
それを図3に示すような油空圧駆動にし、大きな射出圧力や背圧でも使用可能にしたタイプがある。アクチュエーターで積極的に駆動させるため、微妙な開閉のコントロールが可能になり、シャットオフノズルのメリットを大きく享受することが出来る。これらのことから、高い射出圧力の下で精密な制御を行うには、油空圧駆動を選択しなければならない。反面、多少なりとも構造は複雑で価格は高くなるものの、制御性とメンテ性が向上し価格以上のメリットが享受できる。
【◎油空圧駆動によるニードル式シャットオフノズルのメリット】
①糸引き、ハナタレの防止 ⇒ 汚損防止、樹脂の節約
②サックバックが不要 ⇒ 樹脂の逆流防止
③計量工程と型開閉及び取出が同時に可能 ⇒ 可塑化時間の延長、もしくはサイクルタイムの短縮
④上記による樹脂材料の節約、品質改善、生産性向上が見込める
⑤微細発泡成形(超臨界発泡、Mu-Cell)の溶融樹脂の予圧縮、ガスアシスト成形などの特殊用途
⑥高温高圧下(3000気圧400度)でも使用可
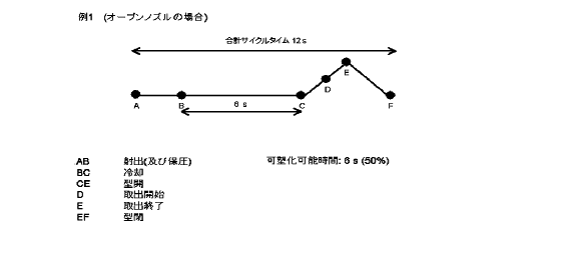
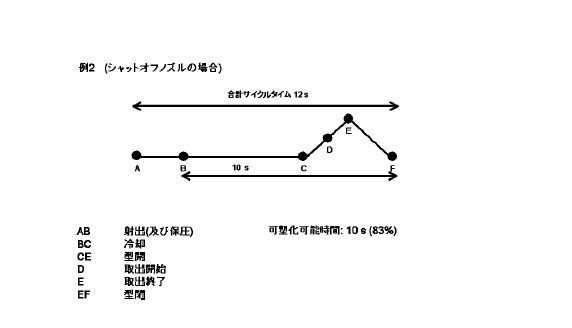
下記にオープンノズルとシャットオフノズルの可塑化時間の延長例を示す。型開閉及び取り出し時間が
可塑化時間に加わるため、大型製品は大幅なサイクルタイムの短縮に繋がる。
話はそれるが、すべてのHerzog社製油空圧駆動シャットオフノズルの特徴として、弁の開は樹脂圧によって行われる。シャットオフノズルは開閉ともに強制的に駆動されるものが一般的だが、射出前に強制的に開にするとその分の樹脂の逆流が起き、サックバック同様空気を巻き込みかねない。それに対し駆動ユニットは直接連結されておらず、駆動ユニットが開になってもニードルは開にならない。射出が始まった瞬間にその圧力で開となるため、樹脂の逆流が起こらないのである。
【◎油空圧駆動によるニードル式シャットオフノズルのデメリット】
①駆動ユニット(機械、電気、*ソフト)が必要
②特殊ヒーターが必要
③温度センサー回路が必要
④流路が細く複数ある ⇒ オープンノズルよりメンテナンス性が悪い
⑤流路が複雑なためせん断動作に敏感な樹脂に向いていない ⇒ 適用樹脂を選ぶ
⑥複雑な流路による圧力降下が発生する ⇒ 要求射出圧力・速度に対応できない
注)*ノズル開閉のプログラムは既に搭載済機械が多く、配管配線の追加のみで完了する場合が多い
前述のシャットオフノズルのメリットを享受するには、①から③を受け入れる必要がある。加えて④から⑥が改善できれば、今後急速に世に広がると思われる。
このようなメリットデメリットのアンバランスが、今日までなかなか普及しなかった理由であると思われてならない。
3:プランジャー式・BHP型シャットオフノズル
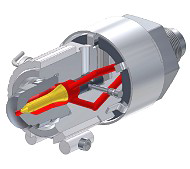
上記メリットデメリットのバランスを大幅に改善したシャットオフノズルがBHP型シャットオフノズルである。BHP型はシャットオフ機構をニードルからプランジャ―に変更し、シンプルな構造した点が評価される。
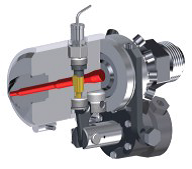
図4:プランジャ―式・BHP型シャットオフノズル 油空圧駆動
シャットオフ機構がシンプルになったことで、いくつかのデメリットが改善された。直線の大きな流路が一本だけとなり、シャットオフノズルの利点は残しつつも、メンテナンス性、流動性(圧力損失、せん断性低下)を格段に向上させた意義は大きい。反面、その機構上、設置位置がニードルタイプより後退し前方に空間が生じるため糸引きやハナタレの防止効果は薄い、プランジャーが閉じる際に大きな力が必要となり発泡成形への適用は僅かなど、いくつかのデメリットが生じてしまうのは否めない。しかし、総合的にメリットの方が大きく、シャットオフノズルにおけるそれらのバランスは大きく変化したと言えるだろう。
【◎ニードル式に対するプランジャー式BHP型のメリット】
ニードル方式は流路が複雑だが、弁部は狭く先端にあるため他では代替できない特有のメリットがある。プランジャー式BHP型は、太い直線の流路が1本。プランジャーは先端より離れた位置に設置せざるを得ない。そのため、前方に大きな空間が発生する。特異的な機構のため、閉じるのに大きな力が必要。
【メリット】
-
- メンテナンス性(清掃)が良い
- 圧力損失は最小限
- せん断動作に敏感な樹脂に最適
- 樹脂のメモリ効果の回避
- 添加剤やGFの大量添加時でも使用可
※④は昨今のエンプラにおいて強く要求されることが多い
【デメリット】
-
- 発泡成形への適用は基本的に不適
- 糸引きハナタレの防止にはつながらない
(サックバック、万能ノズルなどで対応可)
4:終わりに
シャットオフノズルのメリットは依然より認識されていたが、いくつかの理由により、そのメリットが享受できていないのは非常に残念であった。しかしながら、今回のプランジャ―式シャットオフノズル・BHP型を採用することでその垣根は数段低くなったと考えられ、享受できるメリットが多くなれば今後より一層広く普及していくだろうと考える。
現代の成形技術においては、より高次元でのバランスが求められており、
①オープンノズル並みのメンテナンス性
②大型品のサイクルタイム短縮
③シビアなノズル温度制御
④高速射出成形
⑤添加物・樹脂材料に対する汎用性
上記5つの点において、プランジャ―式BHP型シャットオフノズルは、その期待に充分応え得ることが出来る。よって、今後の射出成形機に求められる厳しい要求に対し、しっかりと対応できる新機構であると言えよう。
また、此処にあげた数々のメリットは、環境問題にも直結しており環境負荷の大きな低減に繋げることができる。新たな「環境に優しい成型技術」としての適用も今後拡大していくと思われる。
以上